























When choosing tarpaulin materials for covering, transportation, construction, or agriculture, two of the most common options are PVC tarpaulin and PE tarpaulin. Although they may look similar at first glance, they are very different in terms of structure, durability, cost, and application.
This guide will clearly explain the difference between PVC and PE tarpaulin, helping you choose the right material for your project.
How Polymer Structure Affects Material Performance
The fundamental differences in tarpaulin performance originate from the chemical properties of their base polymers. Polyethylene (PE) is a semi-crystalline thermoplastic material with the chemical formula (C2H4)n.
In tarpaulin production, high-density polyethylene (HDPE) is typically used to weave the base fabric (scrim), which is then laminated on both sides with low-density polyethylene (LDPE) films.
The branched molecular structure of PE provides excellent flexibility and low production cost. Since its molecular chains contain no polar functional groups, the material exhibits inherent chemical stability and extremely low water absorption.
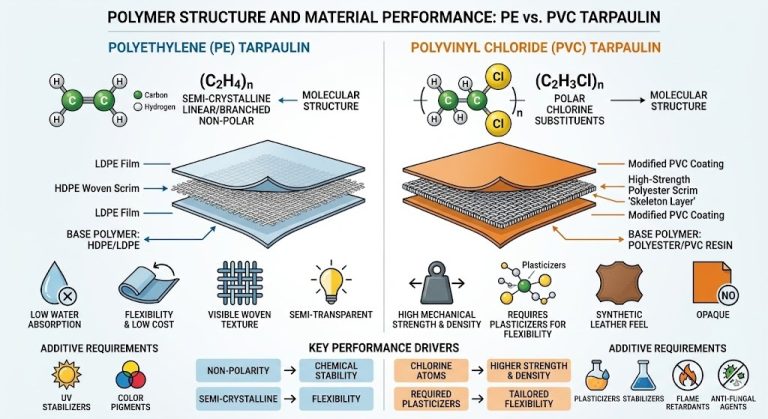
In contrast, PVC tarpaulin is a composite material structure. It uses high-strength polyester scrim as the reinforcing base (also known as the skeleton layer), which is then coated with modified polyvinyl chloride (PVC) resin.
PVC has the chemical formula (C2H3Cl)n. The introduction of chlorine atoms increases intermolecular forces, resulting in higher density and improved mechanical strength.
However, pure PVC resin is naturally rigid. To achieve the flexibility required for tarpaulin applications, plasticizers such as phthalates or other modern alternative plasticizing agents must be added to the formulation.
This coating process makes PVC tarpaulin behave more like a synthetic leather or coated textile rather than a simple plastic film material.
| Physical & Chemical Properties | PE Tarpaulin (Polyethylene) | PVC Tarpaulin (Polyvinyl Chloride) |
|---|---|---|
| Base Polymer | HDPE (woven scrim) + LDPE (coating) | Polyester fiber (scrim) + PVC resin (coating) |
| Molecular Characteristics | Non-polar, semi-crystalline, linear molecular chains | Polar, amorphous structure with chlorine substituents |
| Density Range | 0.91 – 0.97 g/cm3 | 1.3 – 1.5 g/cm3 |
| Additive Requirements | UV stabilizers, color masterbatch (pigments) | Plasticizers, stabilizers, flame retardants, anti-fungal agents |
| Texture & Feel | Relatively thin, visible woven texture, slightly rigid | Thicker, smooth or wax-like surface, highly flexible |
| Transparency | Better transparency (semi-transparent or natural white) | Lower transparency (usually formulated for full opacity) |
How PE and PVC Tarpaulins Are Made and How Their Structures Differ
The manufacturing process not only determines the physical thickness of tarpaulin but also directly affects its interlayer peeling strength.
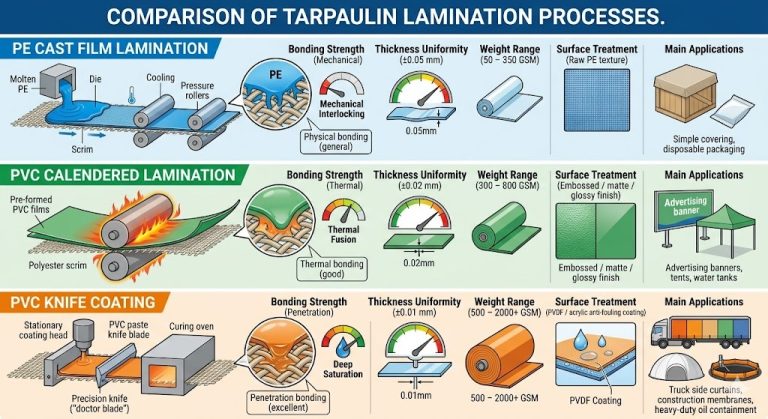
PE tarpaulin production is relatively simple and highly efficient, typically using a cast extrusion lamination process. In this method, the HDPE woven fabric passes through a preheating system, and molten LDPE film is directly laminated onto the surface of the base fabric.
This process relies on physical bonding. The interlayer adhesion is sufficient for general covering applications; however, under extremely high friction or tensile stress, delamination may occur.
In contrast, PVC tarpaulin manufacturing is more complex and mainly divided into two technical routes: lamination and knife coating.
Knife coating is widely regarded as the industry standard for high-end industrial tarpaulins. In this process, high-strength polyester scrim is immersed into liquid PVC paste, and excess coating material is precisely removed using a doctor blade system.
This “penetration bonding” process allows the PVC coating to deeply embed into the interstitial structure of the polyester fibers, forming a strong dual bonding mechanism of both chemical adhesion and mechanical interlocking.
Lamination, on the other hand, uses heated rollers to bond pre-formed PVC film onto the fabric. Although its cost is lower than knife coating, knife-coated PVC tarpaulins generally offer better durability and a smoother surface finish compared to PE tarpaulins.
| Process Parameters | PE Cast Film Lamination | PVC Calendered Lamination | PVC Knife Coating |
|---|---|---|---|
| Bonding Strength | Mechanical physical bonding (general) | Thermal bonding (good) | Penetration bonding (excellent) |
| Thickness Uniformity | ±0.05 mm | ±0.02 mm | ±0.01 mm |
| Weight Range | 50 – 350 GSM | 300 – 800 GSM | 500 – 2000+ GSM |
| Surface Treatment | Raw PE texture | Embossed / matte / glossy finish | PVDF / acrylic anti-fouling coating |
| Main Applications | Simple covering, disposable packaging | Advertising banners, tents, water tanks | Truck side curtains, construction membranes, heavy-duty oil containment |
How Mechanical Performance of Tarpaulin is Tested and Evaluated
When evaluating tarpaulin quality, tensile strength and tear strength are key indicators that determine its ability to withstand wind loads and mechanical stress.
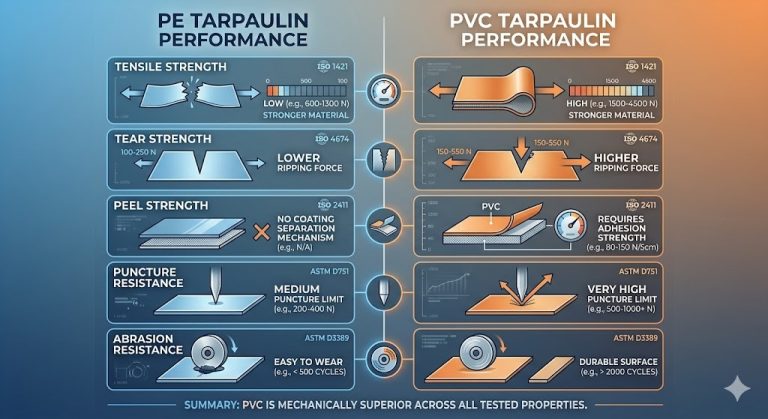
According to testing standards such as ISO 1421 and ASTM D751, PVC tarpaulin demonstrates significant performance advantages.
Due to the use of high-denier polyester scrim as the reinforcing backbone, PVC tarpaulin typically achieves a tensile strength ranging from 1500 N/5cm to 4500 N/5cm, allowing it to be used even as part of certain architectural structures.
In contrast, PE tarpaulin uses woven HDPE flat yarn as its base material, with tensile strength typically ranging from 600 N/5cm to 1300 N/5cm.
This means that in high-wind environments, PVC tarpaulin is significantly less likely to experience plastic deformation or structural rupture compared to PE tarpaulin.
How GSM (Grammage) is Measured and Verified
The unit area weight of tarpaulin, expressed as Grams per Square Meter (GSM), is a direct indicator of material thickness and fabric density.
In industrial quality inspection, standardized testing methods must be followed.
Sampling: A GSM cutter (circular die with a diameter of 11.28 cm) is used to cut circular samples from different positions of the tarpaulin to eliminate errors caused by uneven weaving density.
Weighing: An electronic balance with an accuracy of 0.01 g is used to measure the sample weight.
Calculation: The measured weight is multiplied by 100 to obtain the GSM value. For example, if the sample weight is 5.50 g, the grammage is 550 GSM.
PE tarpaulins typically do not exceed 400 GSM. Their strength is mainly improved by adjusting the density of HDPE woven yarns, such as 10 × 10 or 14 × 14 mesh configurations.
In contrast, PVC tarpaulins have a much wider GSM range. Industrial-grade truck side curtains often exceed 900 GSM, with thickness reaching 0.7 mm or more, providing a strong and durable protective barrier.
| Mechanical Property | Test Standard | PE Tarpaulin Performance | PVC Tarpaulin Performance |
|---|---|---|---|
| Tensile Strength (Break Strength) | ISO 1421 | 600 – 1300 N/5cm | 1500 – 4500 N/5cm |
| Trapezoidal Tear Strength | ISO 4674 | 100 – 250 N | 150 – 550 N |
| Peel Strength | ISO 2411 | Not applicable (no coating separation mechanism) | 80 – 150 N/5cm |
| Puncture Resistance | ASTM D751 | Medium | Very high |
| Abrasion Cycles | ASTM D3389 | < 500 cycles | > 2000 cycles |
How PE and PVC Tarpaulins Perform in Different Weather Conditions
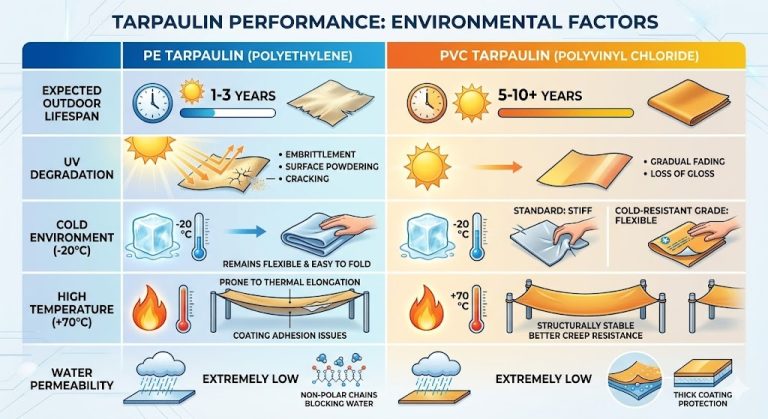
In outdoor exposure environments, tarpaulins must resist UV degradation, extreme temperature fluctuations, and oxidative aging.
UV Stability Mechanism
PE tarpaulins are highly sensitive to UV radiation. Without effective protection, polyethylene chains can break under sunlight exposure, leading to rapid embrittlement and powdering of the material.
To improve durability, HALS (Hindered Amine Light Stabilizers) and UV absorbers are added during the manufacturing process, extending the outdoor service life of PE tarpaulins to approximately 1–3 years.
PVC tarpaulins, in contrast, exhibit better inherent weather resistance. Their thick coating layer itself acts as a physical UV barrier.
High-quality PVC tarpaulins are further enhanced with opaque inorganic pigments and high-efficiency stabilizers. In premium products, a PVDF (polyvinylidene fluoride) coating is applied on the surface, which filters over 95% of UV radiation and also provides a self-cleaning effect, preventing dust and industrial soot adhesion.
Temperature Resistance Limits
PE materials generally perform better than standard PVC at low temperatures. Polyethylene has an extremely low glass transition temperature and can maintain flexibility without cracking in environments as low as -15°C or even -40°C.
In contrast, conventional PVC tarpaulins tend to become stiff and brittle in cold environments.
However, by modifying the resin formulation with special cold-resistant plasticizers, PVC tarpaulins can be engineered into cold-resistant grades capable of operating normally in temperatures ranging from -30°C to -50°C.
| Environmental Factors | PE Tarpaulin Performance | PVC Tarpaulin Performance |
|---|---|---|
| Expected Outdoor Lifespan | 1 – 3 years | 5 – 10+ years |
| UV Degradation Characteristics | Embrittlement, surface powdering, cracking | Gradual fading and loss of surface gloss |
| Cold Environment (-20°C) | Remains flexible and easy to fold | Standard type becomes stiff; cold-resistant grade remains flexible |
| High Temperature (+70°C) | Prone to thermal elongation; possible coating adhesion issues | Structurally stable with better creep resistance |
| Water Permeability | Extremely low (non-polar structure) | Extremely low (thick coating protection) |
How Tarpaulins Resist Chemicals and Industrial Fluids
In industrial, mining, and laboratory applications, tarpaulins are often exposed to a wide range of chemical substances. PE and PVC exhibit distinct advantages in terms of chemical resistance.
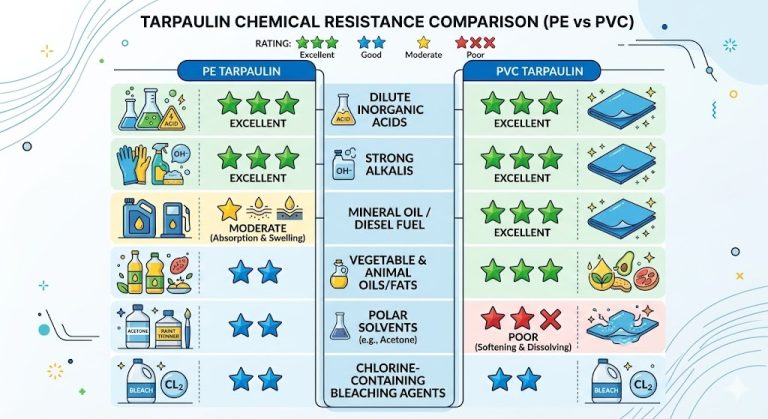
Polyethylene (PE) is well known for its excellent resistance to acids and alkalis. Studies show that PE can withstand most strong inorganic acids, such as 30% hydrochloric acid, as well as strong alkaline solutions.
However, PE is susceptible to certain oxidizing agents and environmental stress cracking under specific conditions.
Polyvinyl Chloride (PVC), in contrast, demonstrates superior resistance to oils, fuels, and mineral-based lubricants. This makes it a preferred material for truck covers and workshop floor mats.
However, PVC is not resistant to polar solvents such as acetone and methyl ethyl ketone (MEK). Exposure to these substances may cause swelling or dissolution of the coating layer.
| Chemical Media | PE Tarpaulin Resistance | PVC Tarpaulin Resistance |
|---|---|---|
| Dilute Inorganic Acids | Excellent | Excellent |
| Strong Alkalis | Excellent | Excellent |
| Mineral Oil / Diesel Fuel | Moderate (prone to absorption and swelling) | Excellent |
| Vegetable & Animal Oils/Fats | Good | Excellent |
| Polar Solvents (e.g., Acetone) | Good | Poor |
| Chlorine-Containing Bleaching Agents | Good | Good |
PVC vs PE Tarpaulin: Total Cost of Ownership (TCO) Analysis
When making tarpaulin procurement decisions, it is essential to distinguish between the initial purchase price and the annualized cost of use.
The initial cost of PE tarpaulin is very low, typically only 30% – 50% of a PVC tarpaulin with the same coverage area.
This material is suitable for short-term, temporary, or one-time applications. For example, during a two-month house renovation project, using PE tarpaulin for roof covering is an extremely cost-effective solution.
However, from the perspective of Total Cost of Ownership (TCO), PVC tarpaulin often demonstrates a clear advantage.
If a warehouse requires coverage for up to ten years, using PE tarpaulin may require 5–8 replacements. This not only increases repeated material costs but also adds significant labor costs for downtime and reinstallation, as well as waste disposal expenses.
In contrast, a high-quality PVC tarpaulin can last for more than ten years. When its cost is amortized annually, the long-term expense is significantly lower than that of PE tarpaulin.
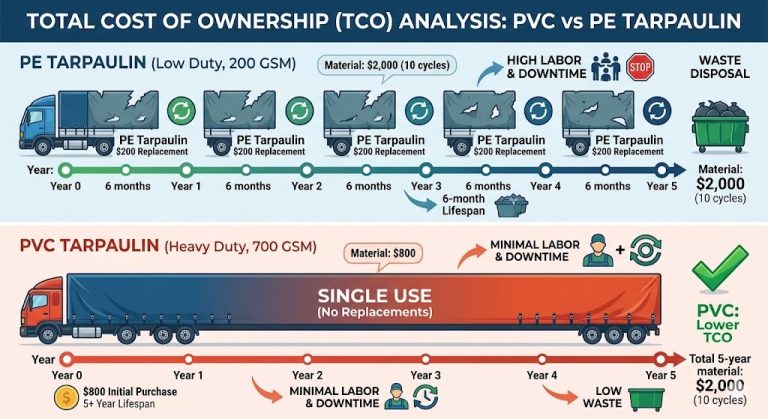
Case Study: Tarpaulin Selection for a Logistics Fleet
PE Tarpaulin Solution:
A trucking company purchased 200 GSM PE tarpaulins at a unit price of $200 per sheet. Due to wind abrasion during highway transportation and continuous UV exposure, the tarpaulins required replacement every 6 months.
Over a five-year period, the total cost included $2,000 in material expenses plus installation labor for 10 replacement cycles.
PVC Tarpaulin Solution:
The company selected 700 GSM heavy-duty PVC knife-coated tarpaulins at a unit price of $800 per sheet. These tarpaulins maintained stable performance and lasted for more than 5 years without replacement.
Over the same five-year period, the total cost included $800 in material expense plus labor for only one installation.
Conclusion:
Although PVC tarpaulins require higher initial investment, over a five-year cycle they reduce direct material costs by more than $1,200, while also significantly lowering maintenance frequency and operational downtime costs.
PVC vs PE Tarpaulin: Maintenance, Repair, and Value-Added Services
The repairability of tarpaulins is a key factor in extending their service life. Due to its sufficiently thick thermoplastic coating layer, PVC tarpaulin demonstrates excellent weldability.
PVC Tarpaulin Heat Welding Technology
When a PVC tarpaulin is torn, the industry commonly uses heat welding (Heat Welding) for repair.
Cleaning: The damaged area is cleaned using isopropyl alcohol.
Surface Preparation: Light sanding is applied to the edges to improve adhesion.
Welding: A patch is placed over the damaged area and heated using a hot air gun at 200°C – 250°C, allowing the patch and the original tarpaulin surface to fuse together.
This repair method can restore up to 80% or more of the original material strength, and in some cases even higher.
Limitations of PE Tarpaulin
Due to its extremely thin laminated layer and highly non-polar surface, PE tarpaulin cannot be permanently repaired using conventional adhesives or thermal welding methods.
In most cases, only specialized PE repair tapes can be used for temporary patching. However, under cyclic loading conditions, these patches tend to fail or detach easily.
Therefore, damaged PE tarpaulins are often treated as recyclable waste and replaced rather than repaired.
| Maintenance Aspect | PE Tarpaulin | PVC Tarpaulin |
|---|---|---|
| Welding Performance | Poor (prone to burning) | Excellent (compatible with hot-air and high-frequency welding) |
| Adhesive Repair | Difficult (requires specialized repair tape) | Easy (compatible with PVC solvent-based adhesives) |
| Cleaning Convenience | Moderate (woven texture tends to trap dirt) | Excellent (smooth surface with self-cleaning coatings) |
| Printability | Poor (requires special inks) | Excellent (supports high-resolution digital printing and screen printing) |
| Metal Eyelet Reinforcement | Prone to tearing around grommet holes | Highly durable due to polyester scrim reinforcement around eyelets |
PVC vs PE Tarpaulin: Environmental Impact, Compliance, and Sustainability
In today’s era where sustainability has become a core strategic priority, the environmental attributes of tarpaulins are receiving unprecedented attention.
Regulatory Compliance
REACH Regulation: The European Union enforces strict regulations on chemical substances used in tarpaulins. Phthalate plasticizers in PVC tarpaulins (such as DEHP) have been restricted in many applications and are being replaced by phthalate-free or bio-based plasticizers.
Flame Retardancy Standards: PVC inherently contains chlorine, giving it self-extinguishing properties. As a result, it can often pass flame-retardant standards such as B1, M2, or NFPA 701. These requirements are mandatory for indoor storage and public event applications.
PE, on the other hand, is a highly flammable material. Unless large amounts of flame retardants are added, it is not recommended for use in high fire-risk environments.
Recycling and End-of-Life Management
PE Advantage: PE is a single-material (polyolefin) structure with a well-established recycling system. It can be reprocessed into plastic pellets for manufacturing new plastic products.
PVC Challenge: Due to its chlorine content and composite structure with polyester scrim, mechanical recycling of PVC tarpaulin is more complex. Current end-of-life treatments mainly include chemical recycling (pyrolysis) or shredding for use as construction filler materials.
However, PVC’s significantly longer service life means that, over the same time period, the total volume of waste generated is much lower compared to frequently replaced PE tarpaulins.



![Top 10 Vinyl Tarp Manufacturers in the World [2026 Guide]](https://unisignflex.com/wp-content/uploads/2026/04/pvc-tarpaulin-product-line.jpg)












